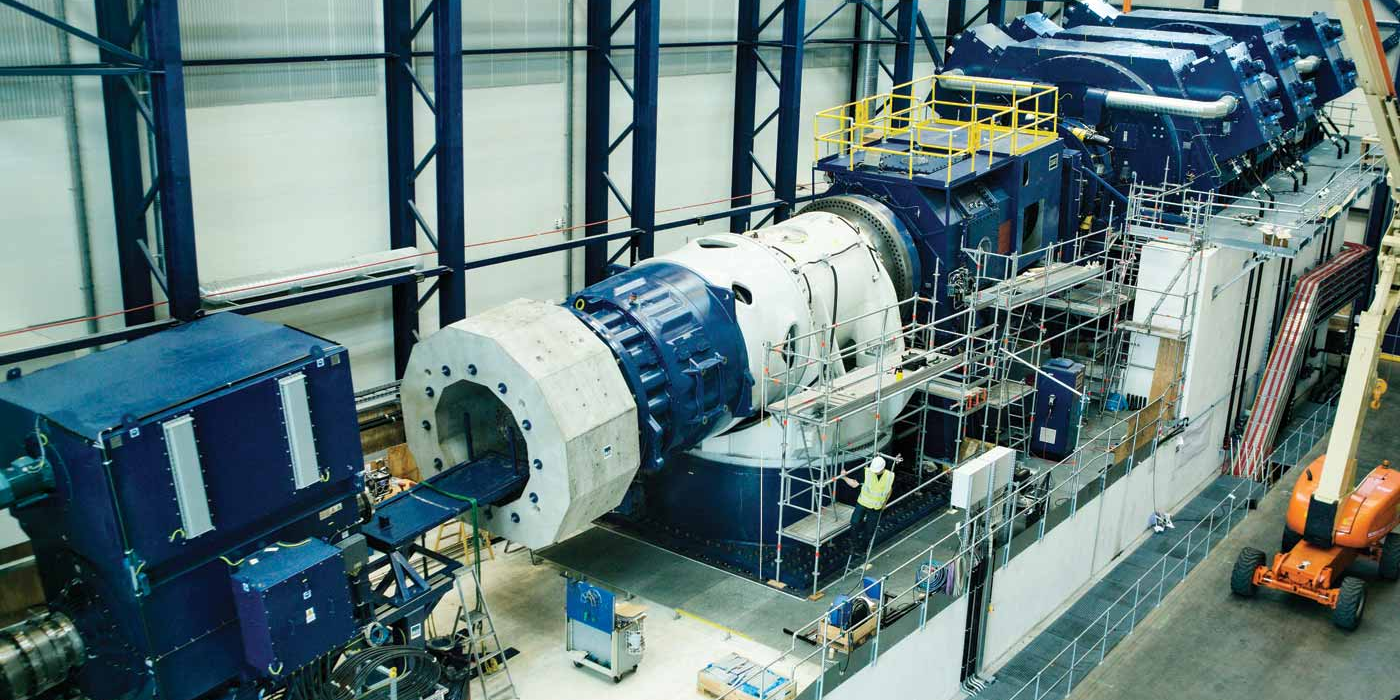
Vestas’ director of global testing, Christian Fenselau, swings open the door with a dramatic flourish: “Here it is, the big beast!”
It is an apt description. At the centre of a hall the size of an aeroplane hangar in Aarhus, Denmark, sits the biggest wind turbine transmission system test bench ever built, a 20MW giant measuring 25 metres end to end, now being prepared to test the power train for Vestas’ flagship 8MW V164 turbine.
The